íˆ ØˆÈ¤ÃÑ´ÅëCáˋçâòíƒÚàÓ¿«ÆÅêÎÍFÑà¢Äøóçá؈úµÈ˜Ø£¯Ð§ãQßkñ´Ýàï^âÏŠyÀÈçÊñÞù¿çáÔ\Æ¢Äøó¢´ÆŤɡԃ¨Ñàçá¢ÄøóáÉêÎȘ¥ÆèüçÊñÞù¿ÈÕƒÚâ@ÅÅI(y´´)Õ_¯l(f´À)çáøÅÅáƒÚâ@°äŷȘáɤɤûçħãQÔ@Ÿ}ÀÈ݃öá§Õ§BêùÆûçÊñÞù¿æŸló¼¤ëøÅÅáƒÚâ@¢´˜F(xi´Ên)ÏêÎÍFÑà¢Äøó؈úµçáøÅÅáƒÚâ@çáßkñ´¤ë§(j´ˋng)·ÀÈ
õPÌIå~Ȥ çÊñÞù¿æŸló¼ êÎÍFÑà øÅÅáƒÚâ@
Ø»îåȤ
èü¤Èä¨ó§îµ¥¢CÅç°èäæåOðÆÅüß¿¨ùƒÆÀàƒCÅçñø¿¨ùƒèºÛa(ch´Èn)çáçáLSR800ÃÑ´ÅëC¢è¿ˋ¡Ô¥¢öÿ§±åºâÔˋâÙñªí«âÚøÛÆûȘÔ_秽ŠHüàÔMùÛó§ÀÈóðøÅòíƒÚ¢Äøóüç§y(t´₤ng)ÕMæСÔnëãìQ(m´Êo)¢ë¶êÎÍFÑà¢Äøóçá¡ÔŠyÑà؈úµÈ˜äÄýèÆûçÊñÞù¿FC302üçêÅ¡ÔÅåáÉæŸló¼¤ëøÅÅáƒÚâ@¢´È˜àÀçûêù¤É¤ûçá¢ÄøóÅÏ¿«¤ëꥤûçá§(j´ˋng)ºÅÏØÌÀÈ
Ø£À LSR800ÃÑ´ÅëCòíƒÚCçá¿Êæ¼åÙâÚȤ
àÓDØ£ùªòƒÈ˜LSR800ÃÑ´ÅëCòíƒÚCú¯¥ÕâðùÛïȘýèÆûDanfoss VLT AutomationDrive FC301üçêÅ·(q´Ý)Æó¼È˜¤ÐùìÑà¢ÄøóȘŠCèüîbÆŃÇaó¼È˜¥àÆûæ¼âðùÛï·(q´Ý)Æó¼çáùìÑàñÇÞȘÆø¢èØåæ¼ÕòíƒÚ¢Äøóçá¢öÿƒùìÑàú¯ÞzyÀÈòíƒÚƒÚëý¢íëýrøݧ170¤êûæȘMëýrÕ1400¤êûæȘƒÚ§æ£₤¥s8ÝÑÀÈòíƒÚƒÚëýýèÆûDanfoss Automation FC302üçêÅ¡ÔÅåáÉ·(q´Ý)Æó¼È˜¥ÆîbøÅÅáƒÚâ@¢´ÀÈøÅÕgîbÆÅêÎzyïÀÈ
ѱÀ çÊñÞù¿øÅÅáƒÚâ@¢´çá¿ÎáÉȤ
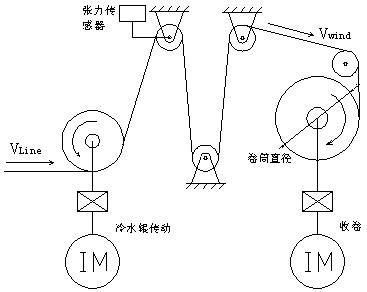
çÊñÞù¿øÅÅáƒÚâ@¢´èüçá§Æ¢ÖÑùæÆàÓÆØDùªòƒÈ¤
X55ÕƒÇaó¼2ïàŠ§Æ¢ÖȘàÝòÀÆûÆÖÔB§Æ݃CƒÇaó¼È£
X56ÕƒÇaó¼1ïàŠ§Æ¢ÖȘàÝòÀÆûÆÖÔB§ÆƒùìÑàzyƒÇaó¼È£
X57Õ10Ñù¢Öç(sh´Ç)æøꢢÄøóÅéäïàŠÈ£
X58Õ24VDCŠåÇÈ£
X59Õ8Ñù¢Öç(sh´Ç)æøꢢÄøóÅéäï°—ÀÈ

çÊñÞù¿øÅÅáƒÚâ@¢´çáæŸõPÌIçá¿ÎáÉòúƒÚ§ÆùÐÀÈØ£¯ÐƒÚ§ÆÅ3øÅzyñ§ò§È˜Ø£Õ¼¡Åó¼øݧÆyê¢È˜ÆèÆÖÅÒ؈˜F(xi´Ên)—¯ýîb¼¡Åó¼È˜°è݃±äáÔȘѽúØ¿òíüôòå—¥ÆȘùªØåŠHØ£¯Ðï^èìýèÆûÈ£óðѱդþÑàñeñøñ´È˜(y´Ùu)■còú¢Äøó¤öȘç¨òúàÝñΚ`£ŸÅåȘÛÛa(ch´Èn)óñóññNæ£₤rÅÒ؈í{(di´Êo)í«
Âç(sh´Ç)È£çÖà»ñNñ§ò§ÕƒùìÑàÆùÐñ´È˜¡ª±(j´Ç)¿¨ò§ 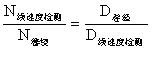 ȘÆèÆÖDƒùìÑàzyòú¿äÑ´ý£æçáȘùªØåë´Ô^zyƒùìÑàzyïçáßD(zhu´Èn)ùì¤ëƒÚëýçáßD(zhu´Èn)ùìƒëáÉùа—ƒÚëýçáÛú¯øݧÀÈÔ@ñNßkñ´ÆùЃ¨Ñàï^¡ÔȘѽúØÆèÆÖƒùìÑàzy¤ëƒÚëýßD(zhu´Èn)ùìzy݃ڃëòúüç§y(t´₤ng)øÅØîÆÅçáȘùªØååÖŠH˜F(xi´Ên)—øÅýèÆûçûæŸÑÁÀÈ
ȘÆèÆÖDƒùìÑàzyòú¿äÑ´ý£æçáȘùªØåë´Ô^zyƒùìÑàzyïçáßD(zhu´Èn)ùì¤ëƒÚëýçáßD(zhu´Èn)ùìƒëáÉùа—ƒÚëýçáÛú¯øݧÀÈÔ@ñNßkñ´ÆùЃ¨Ñàï^¡ÔȘѽúØÆèÆÖƒùìÑàzy¤ëƒÚëýßD(zhu´Èn)ùìzy݃ڃëòúüç§y(t´₤ng)øÅØîÆÅçáȘùªØååÖŠH˜F(xi´Ên)—øÅýèÆûçûæŸÑÁÀÈ
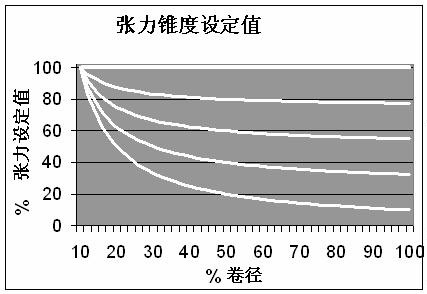
ÆÅêùƒÚëýøݧȘƒëáÉ¡ª±(j´Ç)êΤëÍFÑàåOÑ´§o°—êÎÍFÑàçáåOÑ´øçÀÈçÊñÞù¿øÅÅáƒÚâ@¢´çáêÎÍFÑàåOÑ´øçæ£₤úºƒàÓDùáȘÛêÎÍFÑàåOÕ0rȘÝÚòƒ¤ÐêÎȘêÎåOÑ´øçécƒÚ§oõPÈ£ÛêÎÍFÑàåOÕ100%rȘÝÚòƒ¤ÐßD(zhu´Èn)ƒÄȘƒÚ§û¢å—¥ÆØ£ÝÑê΃ëpÅÀØ£¯ŠÀÈ
à»À çÊñÞù¿øÅÅáƒÚâ@¢´çá
Âç(sh´Ç)åOøû¥¯í{(di´Êo)åȤ
òæüàÔMÅÅÕ_Ùh(hu´Ân)í{(di´Êo)åȤ
1. åOøû
Âç(sh´Ç)1924ȘÀ¯ƒùìÑàùÑ´üçç(sh´Ç)ÀÝ
üàý£èü¢öÿ£·ƒýáȘƒÚëýäÆÖ¢íëý ŸB(t´Êi)ȣࣤµÕ_CȣƒùìÑàÕ_ç§æŸÇµÈ£Ô@r¤·Ø£Ô
í{(di´Êo)¿(ji´Î)
Âç(sh´Ç)1924ȘأÔ
Æ^ýšæŸló¼ýìæ¼û̯ÍLCPèüƒùìÑàz°—øççáæx½È˜øÝç§Çùæxç(sh´Ç)çàÆÖ100000Õø¿È£àÓ¿«ƒùìÑàz°—øçæxç(sh´Ç)ÕÄøçȘífû¼ø¼ƒÇaó¼ñ§ü·òúñÇçáȘt؈£ËQø¼ƒÇaó¼çáAÀÂBüÁ§ÆƒÀÈ
2. åOøû
Âç(sh´Ç)1925ȘÀ¯ùìÑàóËéðÀÝ
üàzýÕ
Âç(sh´Ç)1905À¯æŸÅÀƒÚ§ÀÝåOøûòúñþí»Ç_Ș
Âç(sh´Ç)1905çáåOÑ´øçˆåçàÆÖ ȘࣤµÂƒÚ§ëö£ç§æŸÅÀƒÚ§È˜ýÂÂPIDí{(di´Êo)¿(ji´Î)ó¼õPÕ]È´Âå—Ø̤ëñeñøåOÕ0ÈˋȘ§Æø½Õ_CȘƒùìÑàÕ_ç§æŸÇµøçÈ£Ô@rƒÚâ@ùìÑàëõà¨ÆèƒùìÑàú¯ÞQѴȘࣤµØ£Ô
í{(di´Êo)í«
Âç(sh´Ç)1925ȘأÔ
Æ^yƒÚâ@çáï°—ƒùìÑàȘøÝ秃Úâ@çáï°—ƒùìÑàécú¯ÑöƒùìÑàçáŠHøçüÁë˜ÀÈ
ȘࣤµÂƒÚ§ëö£ç§æŸÅÀƒÚ§È˜ýÂÂPIDí{(di´Êo)¿(ji´Î)ó¼õPÕ]È´Âå—Ø̤ëñeñøåOÕ0ÈˋȘ§Æø½Õ_CȘƒùìÑàÕ_ç§æŸÇµøçÈ£Ô@rƒÚâ@ùìÑàëõà¨ÆèƒùìÑàú¯ÞQѴȘࣤµØ£Ô
í{(di´Êo)í«
Âç(sh´Ç)1925ȘأÔ
Æ^yƒÚâ@çáï°—ƒùìÑàȘøÝ秃Úâ@çáï°—ƒùìÑàécú¯ÑöƒùìÑàçáŠHøçüÁë˜ÀÈ
3. åOøû
Âç(sh´Ç)1926ȘÀ¯ƒÚâ@ßD(zhu´Èn)ùìùÑ´üçç(sh´Ç)ÀÝ
åÖçÖѱý§çᣪçAèüâ^âm(x´Ç)ȘطÕÔ@rƒÚëýí»¤ûÔ\ÅÅÆÖ柡ÔßD(zhu´Èn)ùìÀÈØ£Ô
í{(di´Êo)í«
Âç(sh´Ç)1926ȘأÔ
Æ^ýšƒÚâ@ßD(zhu´Èn)ùìz°—øççáæxç(sh´Ç)ȘøÝ秃Úâ@ßD(zhu´Èn)ùìz°—øççáæxç(sh´Ç)çàÆÖ100000ÀÈ
ࣤµÔMÅÅÕ]Ùh(hu´Ân)í{(di´Êo)åȤ
¢öÿ£·ƒýá¯Çí»°ÈèºÛa(ch´Èn)ñ§ò§îbç§åOðèüȘƒùìÑàåOÕ0ȘࣤµÕ_CÈ£Ô@rPIDí{(di´Êo)¿(ji´Î)ó¼ˆåÕ_ò¥¿Êæ¼È˜Æ^ýšPIDí{(di´Êo)¿(ji´Î)ó¼çáï°—ñ§ü·È˜àÓ¿«ŠHêÎÅÀÆÖåOÑ´øçȘƒÚëýˆåå—ùìÈ´æÂØãñéƒÚrçá Ÿrí»¤ûécÇùüÁñÇÈˋȘñÇøÛƒÚëýpùìȘífû¼PIDí{(di´Êo)¿(ji´Î)ó¼çáñ§ü·í»Ç_È£àÓ¿«ý£òúÔ@ÆtȘtÂPIDï°—åOÕñÇü·È£§Æø½åOøûPIDí{(di´Êo)¿(ji´Î)
Âç(sh´Ç)Șò¿ƒÚëýßD(zhu´Èn)ùìñ(w´Ïn)Ñ´È£åìô»ô»äáԃùìÑàȘأÔ
äÃùìØ£Ô
(y´Ùu)£₤PIDí{(di´Êo)¿(ji´Î)
Âç(sh´Ç)ȘøÝç§í«CÕ_ç§à¨ùìȘüç§y(t´₤ng)ØýáÉñ(w´Ïn)Ñ´Ô\ÅÅÀÈ
ùáÀ Ô\ÅÅÅÏ¿«È¤
ÆèÆÖòôüàòð¿Êæ¼°ðñøȘ¥ÆèüçÊñÞù¿äÿˋçáí{(di´Êo)å¿ÊƒÔÀˆMCT10É¥±ýì漤ÝÐȘ¿ÎáÉǵȘåÖÆû¶˜F(xi´Ên)—í{(di´Êo)åØ£Çöƒë°è¿ÎȘüç§y(t´₤ng)Õ_Cøê§þöÇÆ—àö¤ö¿òíüÀÈ